
S rostoucí všeobecnou technickou úrovní společnosti se zvyšují nároky na kvalitu stavebních konstrukcí, včetně konstrukcí a výrobků z betonu. Splnění předepsaných mechanických parametrů se považuje víceméně za samozřejmé, a proto v mnoha případech rozhoduje o úspěšnosti výrobce na trhu vzhled jeho výrobků. U betonových výrobků hraje důležitou roli struktura a kvalita povrchu betonu. Stále častěji se setkáváme s projekty betonových konstrukcí, kde je kvalita povrchu betonu bez dalších speciálních úprav označena jako pohledová. V době, kdy trh nabízí široký výběr různých bednicích materiálů, forem a odformovacích prostředků potřebných k zajištění požadované kvality betonu, vzrůstá úloha volby vhodných výrobků a způsobu jejich použití.
Názvosloví a charakteristika
Odformovací prostředky, odbedňovací oleje, separátory, odformovače a formové oleje jsou různé výrazy pro označení materiálů, které jsou používány při výrobě prefabrikovaných betonových dílců ve formách a při betonáži monolitických konstrukcí v bednění. Uvedená označení jsou si rovnocenná, jejich užívání záleží pouze na místní zvyklosti, protože dosud nejsou nikde přesně definována. Podobná situace je i v anglických termínech: release agents, demoulding agents, parting agents, form oil nebo form releasers [2]. Odformovací prostředky při výrobě betonu snižují soudržnost mezi tvrdnoucím betonem a formou či bedněním, zajišťují dokonalé rozlití cementové malty po povrchu bednění, a tím kvalitu povrchu betonu, a chrání formu před stárnutím, případně korozí. Typ odformovacího prostředku a způsob jeho použití jsou charakterizovány následujícími hlavními fyzikálními parametry:
- dynamickou nebo kinematickou viskozitou určující oblast použití podle míry nasákavosti bednění a forem,
- teplotou bodu vzplanutí [°C], která kromě stupně hořlavosti výrobku charakterizuje i těkavost použitého rozpouštědla, a tím čekací dobu nutnou pro jeho odpaření po nanesení odformovací prostředku na bednění,
- teplotní odolností pro možnost proteplování betonu,
- pro stříkání kapalin navíc doporučeným typem trysky a pracovním tlakem (MPa = bar),
- klasifikací nebezpečnosti výrobku podle zák. 356/2003 Sb. o nakládání s chemickými látkami a chemickými přípravky.
Odformovací prostředky jsou podle druhu zpravidla složeny z jedné až tří skupin látek zahrnujících:
- separační složku – minerální a syntetické oleje včetně nafty, parafínové vosky, rostlinné oleje, přírodní pryskyřice aj.,
- speciální aditivum – nasycené i nenasycené mastné kyseliny, smáčedla, antikorozní a konzervační přísady, emulgátory aj.,
- rozpouštědlo – organická rozpouštědla různého stupně hořlavosti nebo voda v emulzích.
Rozdělení odformovacích prostředků
Podle mechanizmu separace rozlišujeme odformovací prostředky na:
- Nereaktivní (pasivní) prostředky působící pouze fyzikálně vytvářejí separační vrstvu mezi betonem a formou. Pro správnou funkci musí mít tato vrstva větší tloušťku, což může způsobit vznik lunkrů, povrchových pórů a skvrn na betonu. Silnější vrstva je citlivější na teplotu, při vyšších teplotách prostředek stéká po svislých stěnách, při nižších teplotách nastávají problémy s rovnoměrnou aplikací na formu. Výhodou je zpravidla vysoká teplotní odolnost při proteplování betonu, možnost použití na povrch bednění horší kvality a pro některé odběratele i nižší jednotková cena. Patří sem především výrobky na bázi nafty a minerálních olejů, syntetických a parafinových olejů a past.
- Reaktivní prostředky používající separační složku, která sama reaguje s cementem, nebo doplněnou o aditiva, nejčastěji jsou to mastné kyseliny, které reagují s prvky alkalických zemin v cementu – vápníkem a hliníkem a tvoří na rozhraní beton/forma vodou nerozpustné kluzné produkty – vápenná a hlinitá „mýdla“, která snižují přilnavost k bednění a současně zpomalují hydrataci cementu v povrchové vrstvě. Tyto prostředky stačí nanášet ve velmi malé tloušťce (až cca 0,01 mm), která kromě příznivé spotřeby umožňuje i dosažení hladkého povrchu betonu bez pórů. Nevýhodou je nebezpečí vzniku příliš intenzivní reakce při vyšších teplotách a silnější vrstvě, kdy může dojít k napadení povrchu betonu do větší hloubky a naopak, při předčasném odbednění nemusí „zmýdelňovací reakce“ proběhnout dostatečně. Některé materiály mohou napadat kaučukové a plastové matrice. Reaktivní odformovací prostředky jsou koncipovány na základě čistých i modifikovaných rostlinných olejů, přírodních pryskyřic a příbuzných materiálů obsahujících vyšší mastné kyseliny [2], [3].
Oba uvedené typy odformovacích prostředků mohou být doplněny o aditiva:
- Antikorozní složku, která je tvořena polárními sloučeninami, jež se váží na povrch ocelové formy a zvyšují její odolnost vůči korozi.
- Potlačení pórů z povrchu betonu je zpravidla zajištěno přídavkem smáčedel (tenzidů), která podporují slévání kapiček odformovacího prostředku do velmi tenké a souvislé separační vrstvy a zlepšují smáčení bednění při ukládání betonu, a tím přispívají k lepšímu roztékání cementové malty po povrchu formy. Během betonáže se drobné vzduchové póry neudrží na ošetřeném povrchu formy, ale posouvají se hlouběji do betonu [3].

Podle použitého rozpouštědla rozlišujeme odformovací prostředky na:
- Bezrozpouštědlové odformovací prostředky, které jsou zpravidla tvořeny separační složkou s nižší viskozitou nebo naopak složkou pastovité konzistence. Výhodou absence organických rozpouštědel je nízký stupeň hořlavosti a lepší pracovní podmínky při nanášení prostředku. Po nanesení na bednění není nutno čekat na odpaření rozpouštědla, proto jsou většinou používány pro okamžité odbednění při výrobě betonových dílců a výrobků ze zavlhlého betonu. Viskóznější prostředky jsou vhodné pro bednění s vyšší nasákavostí. Nevýhodou je značná závislost viskozity na teplotě prostředí.
- Rozpouštědlové odformovací prostředky obsahující organická rozpouštědla, která upravují viskozitu prostředku, dobu zasychání na formě a konečnou tloušťku nanesené separační vrstvy. Rozpouštědla umožňují dobré rozlití nanášené vrstvy i u prostředků se separační složkou vyšší viskozity. Po odpaření rozpouštědla se viskozita již vytvořené separační vrstvy opět zvýší, a tím se zlepší její přilnavost k formě zejména na vertikálních plochách a zvýší se odolnost vrstvy proti mechanickému porušení při ukládání betonu. Odpařením rozpouštědla se zároveň sníží tloušťka separační vrstvy, což přispívá k zlepšení kvality povrchu betonu. Hlavní nevýhody těchto prostředků vyplývají z charakteru použitých rozpouštědel. Jedná se o zvýšenou nebezpečnost ve vztahu k životnímu prostředí a o komfort na pracovišti – hořlavost, zápach, nutnost dobře větrat aplikační prostory. Používání odformovacích prostředků s rozpouštědly klade vyšší nároky na technologickou kázeň při aplikaci na bednění. Při nedodržení nutné doby odvětrání rozpouštědla před betonáží může dojít ke zhoršení kvality povrchu betonu.
- Emulzní odformovací prostředky, které jsou tvořeny směsí dvou chemicky rozdílných složek – hydrofobní nepolární separační složky a polární kapaliny – vody. Pro zajištění stability směsi – emulze se používá přídavek emulgátoru. Poměr obou složek může být velmi rozdílný, od typu „olej ve vodě“ po typ „voda v oleji“. Výhodou těchto prostředků je nízké riziko ohrožení životního prostředí, snadná aplikace a dobrá přilnavost nanesené vrstvy separátoru. Nevýhodou je v některých případech delší doba potřebná k zaschnutí vrstvy. Vyšší nároky jsou kladeny na způsob skladování a manipulaci. Při zmrznutí nebo mírném znečištění organickými látkami dochází k destabilizaci emulze, k rozdělení složek a znehodnocení celého balení. Emulzní odformovací prostředky jsou doporučovány pro kvalitní nenasákavá bednění s plastovými povrchy.
Podle způsobu použití lze rozdělit odformovací prostředky do tří skupin:
- Pro okamžité odbednění je prostředek aplikován na formu nebo podložku bezprostředně před naplněním betonem. Odformovací prostředek musí vytvořit separační vrstvu během velmi krátké doby, proto se používají typy bez rozpouštědla s velmi nízkou viskozitou.
- Pro dodatečně odbedňované betony se používá široká škála různých typů odformovacích prostředků. Volba vhodného typu závisí na použité technologii a typu formovací techniky.
- Pro dodatečné odbednění s proteplením, tj. pro tuhnutí a tvrdnutí betonu za zvýšené teploty, je nutno použít odformovací prostředky se zvýšenou teplotní odolností, zpravidla bez složek reagujících s cementem [3].
Výběr odformovacího prostředku
Volba vhodného odformovacího prostředku závisí v první řadě na charakteru formy nebo bednění a na okamžiku odformování výrobku.
Ocelové formy a dřevěná bednění opatřená plastovým povlakem, kaučukovou nebo plastovou matricí mají malou nasákavost a nejsou schopny přijmout vodu ani žádný odformovací prostředek. Nanesená separační vrstva proto musí být rovnoměrná a co nejtenčí. Zejména na vodorovném povrchu formy nesmí zůstat loužičky přebytečného prostředku. Zpravidla se používají nízkoviskozní prostředky s chemicky reaktivními složkami, pro pohledové betony bývají doplněné smáčedly, a prostředky na bázi vodní emulze. Pro svislé povrchy jsou vhodné rozpouštědlové typy s nižším bodem vzplanutí. Ty zaručují krátkou dobu odpaření rozpouštědla a vysokou stabilitu separační vrstvy na formě.
Není-li možno zajistit dokonalé větrání aplikačního pracoviště je nutno volit bezrozpouštědlové typy na bázi čistých syntetických olejů. Pro svislé, hladké a nepříliš komplikované plochy lze použít i odformovací pasty a vosky nanesené v tenké vrstvě.
Při proteplování forem je vhodné volit nereaktivní odformovací prostředky odolné vyšším teplotám na bázi minerálních, parafinových nebo syntetických olejů.
Dochází-li u ocelových forem k výskytu koroze, je možné použít materiál se zvýšeným podílem antikorozní složky. Je nutno mít na paměti, že samotný odformovací prostředek problém nevyřeší, zpravidla je potřeba provést i zásah do technologického procesu, např. omezit tvorbu kondenzační vody apod.
Nové plastové nebo kaučukové strukturální matrice mají většinou hydrofobní povrch a nepotřebují pravidelnou aplikaci odformovacího prostředku. Pro regeneraci používané starší matrice je nutné použít prostředek bez rozpouštědla nebo vodní emulzi ve velmi tenké vrstvě, aby nedocházelo ke slévání prostředku v kritických místech struktury. Před aplikací je nutno ověřit, zda prostředek nenapadá materiál matrice.
Formy z nasákavých materiálů, nejčastěji ze dřeva, nejsou v prefabrikaci běžné. Mohou se však vyskytnout jako matrice pro vytvoření požadované struktury. Nové dřevo obsahuje dřevní cukry, které působí ve styku s čerstvým betonem jako zpomalující přísady, beton v povrchové vrstvě pomaleji tvrdne a povrch betonu po odformování je tmavší, nesoudržný, případně sprašující. Nové dřevo je nutno natřít cementovým pačokem a po ztvrdnutí ho odstranit kartáčem.
Savé podklady vyžadují nereaktivní odformovací prostředky vyšší viskozity na bázi parafínových nebo syntetických olejů. Na velmi savé podklady lze s výhodou použít i pasty a vosky, u kterých nedochází k tak masivnímu vsáknutí do podkladu jako u olejů. Před prvním nasazením bednění je účelné aplikovat pastu ve dvou vrstvách s jednodenním intervalem. Pasty a vosky jsou vhodné i pro vytvoření stabilnější separační vrstvy pro případy delšího časového intervalu mezi nanesením odformovacího prostředku a betonáží. U monolitických konstrukcí s komplikovaným a časově náročným vyztužením může tento interval přestavovat dobu jednoho i několika týdnů, kdy musí být zachovány vlastnosti separační vrstvy nanesené na bednění.
Zvláštním případem nasákavého bednění jsou speciální vložky z drenážní tkaniny, které se vkládají do forem a bednění. Umožňují odvedení vody a vzduchových pórů z povrchové vrstvy betonu a současně propůjčují povrchu betonu charakteristickou strukturu. Vložky slouží jako separační vrstva, proto se v tomto případě nepoužívají žádné další prostředky.
Použití odformovacích prostředků
Samotná kvalita vhodně zvoleného odformovacího prostředku nezaručuje dosažení očekávané kvality povrchu betonu. Dalšími nezbytnými předpoklady je kvalitní a homogenní povrch formy nebo bednění, pečlivá příprava povrchu a správná aplikace odformovacího prostředku. Základní podmínkou pro dosažení kvalitního povrchu betonu je:
- dokonale čistý povrch formy před aplikací odformovacího prostředku,
- nanesení co nejtenčí, ale souvislé separační vrstvy,
- ochrana separační vrstvy před znečištěním a poškozením až do doby betonáže.
Před nanesením odformovacího prostředku je nutné dokonale očistit povrch formy nejen od zbytků betonu, ale i od jemného prachu, který by znemožnil vytvoření dostatečně tenké separační vrstvy. Případné velmi tenké vrstvy ztvrdlého betonu, tzv. „cementový závoj“ je nutné odstranit chemickou cestou, aby nedošlo k mechanickému poškození povrchu. Ztvrdlý beton představuje místa s nerovnoměrnou nasákavostí, která porušují homogenitu separační vrstvy.
Nejdůležitějším požadavkem na aplikaci odformovacího prostředku je minimální tloušťka vrstvy. Způsob nanesení prostředku na formu závisí zejména na viskozitě materiálu; pro pasty a viskóznější oleje lze použít hadr, štětec nebo váleček. Optimální aplikace zejména nízkoviskózních olejů a emulzí je stříkání při tlaku 4 až 6 MPa. Nejčastěji se používají trysky s plochým paprskem nebo s paprskem tvaru dutého, případně plného kužele.
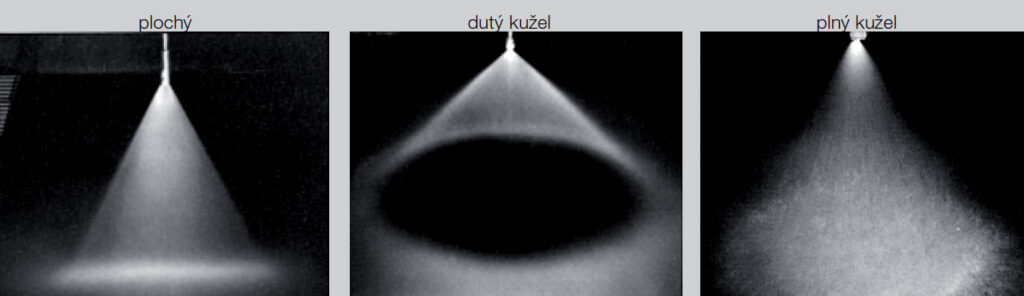
Pro stříkání viskóznějších prostředků na savé podklady lze použít trysku o světlosti 1,1 až 1,8 mm s paprskem tvaru dutého kužele. Pro nízkoviskozní prostředky a menší vydatnost je určena tryska s plochým paprskem, která vytváří velmi drobné kapky zaručující rovnoměrné nanesení tenké vrstvy prostředku na formu.
Typ trysky je nutno volit podle doporučení dodavatele prostředku, zpravidla je to typ 8001 nebo 11001, přičemž první dvě až tři číslice označují úhel rozstřiku (80°, 110°) a ostatní číslice pak vydatnost (průtok) trysky za stanovených podmínek. Někteří výrobci trysek mohou používat i odlišný systém značení.
Pro vytvoření dokonalé separační vrstvy je nutné použít určenou nepoškozenou trysku a dodržet pracovní tlak. Ve srovnání s tryskou s plochým paprskem vytvářejí trysky s paprskem tvaru dutého kužele kapky větší až o 40 % a trysky s paprskem tvaru plného kužele kapky až 3x větší. Při nízkém pracovním tlaku (cca < 3 MPa) se tvoří kapky větší velikosti, které se na povrchu formy obtížně spojují do homogenního filmu. Naopak při vyšším stříkacím tlaku dochází k rozptýlení velmi malých kapek, které zůstávají v prostoru a vytvářejí aerosol. Zvyšuje se tím riziko znečištění pracovního prostředí a stoupá spotřeba odformovacího prostředku [2].
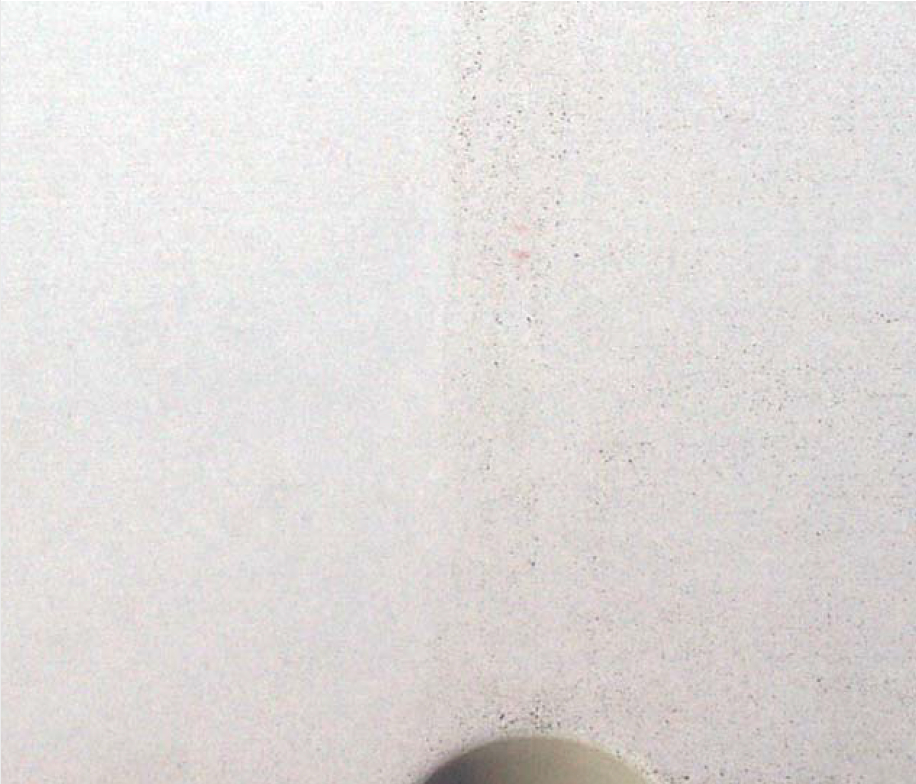
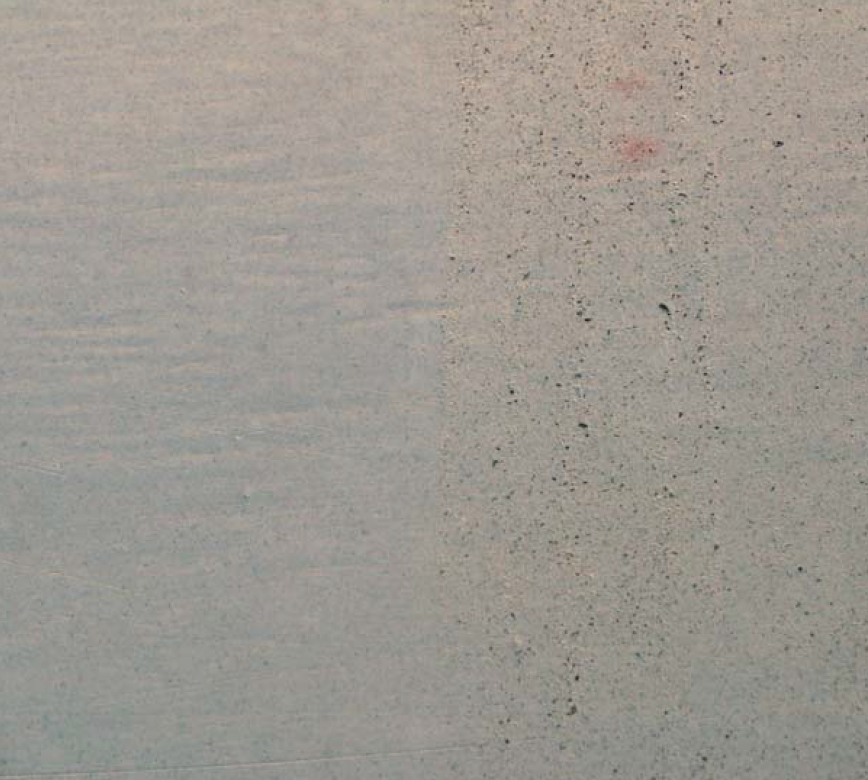
Nanesená vrstva odformovacího prostředku musí být souvislá a bez místních přebytků a loužiček. Tloušťku vrstvy na nenasákavém povrchu formy můžeme ověřit jednoduchou metodou setřením separační vrstvy prstem. Při optimální tloušťce vrstvy nezanechává prst na povrchu bednění žádnou stopu (obr. 1b). Pokud zůstává na povrchu formy zřetelná stopa s nálitky na obou stranách, je množství naneseného odformovacího prostředku příliš vysoké.

Přebytečný materiál je nutno před uložením betonu setřít houbou, gumovou stěrkou nebo hadrem. Okamžik, kdy je možné přebytky odstranit, závisí na typu odformovacího prostředku, zejména na jeho viskozitě a obsahu a typu rozpouštědla. Doba mezi nástřikem a setřením zbylého prostředku před betonáží musí umožnit rozlití a homogenizaci separační vrstvy a odpaření případného rozpouštědla.
Formu nebo bednění opatřené odformovacím prostředkem je nutno chránit před poškrábáním při vkládání výztuže, před prachem, znečištěním a deštěm až do doby uložení betonu. Nečistoty a prach usazené na separační vrstvě snižují její hydrofobní charakter a zvyšují riziko zadržení vzduchových pórů na povrchu betonu, porušení homogenity separační vrstvy má za následek změnu struktury a odstínu povrchu betonu.
Výsledný povrch výrobku
Úspěch při výrobě konstrukcí a dílců z betonu s kvalitním pohledovým povrchem je podmíněn splněním mnoha předpokladů. Kromě správné volby a aplikace odformovacího prostředku hrají neopominutelnou roli i další aspekty:
- formovací technika – charakter a kvalita povrchu, tuhost a těsnost,
- beton – druh, kvalita, konzistence, průběh hydratace,
- ukládání a hutnění betonu – technika a časový rozvrh,
- tuhnutí a tvrdnutí betonu – podmínky tvrdnutí, termíny odformování,
- odformování – termíny, způsob, ošetření a skladování výrobků.
Některé vady povrchu betonu
Poruchy nepravidelného tvaru i hloubky, rozměrů v řádu centimetrů (lunkry), nehomogenní a segregovaný beton jsou vady málo ovlivnitelné kvalitou bednění a odformovacím prostředkem. Jsou způsobeny kvalitou betonu, tj. jeho složením a konzistencí a způsobem ukládání a hutnění. Bohužel se projeví i v případě, kdy je použit kvalitní odformovací prostředek na povrchu formy dobré kvality.


Vady povrchu pravidelného kruhového půdorysu o rozměrech v řádu milimetrů a menší jsou způsobené nedostatečnou kvalitou nanesené odformovací vrstvy kvalitního prostředku na kvalitním povrchu formy.


Po nástřiku velkého množství odformovacího oleje s vysoce těkavým rozpouštědlem na nedokonale očištěnou horní část formy olej stéká a smývá nečistoty a po rychlém odpaření rozpouštědla zůstává na povrchu formy zbytečně silná vrstva oleje, ve které zůstávají zachyceny bublinky vzduchu.



Dřevěné bednění z nových neupravených prken a betonáž za nižší teploty působí retardaci tvrdnutí betonu v povrchové vrstvě, a tím změnu odstínu betonu.

Závěr
Správné použití odformovacích prostředků je sice jen jedním z mnoha technologických kroků, které ovlivňují kvalitu finálního výrobku, ale i jeden chybný krok může znehodnotit celé dílo. Efektivním a odborným využitím všech možností, které nabízí současná technika, je možné již rovnou během výroby zajistit vysokou kvalitu konečného výrobku a ušetřit tím čas a prostředky později vynakládané na dodatečné úpravy a opravy.
Literatura:
[1] Povrchy betonových konstrukcí, Chryso Chemie, 2005
[2] Baty G.; Reynolds R.: Release Agents – How do they work, Cresset Chemical Company, 2007
[3] Knauber H.: Trennmittel für Beton, SD 12/1996
